

 +86 180 0293 5268
+86 180 0293 5268






News







01
What are the challenges in CNC turning of stainless steel parts?
2026-01-12
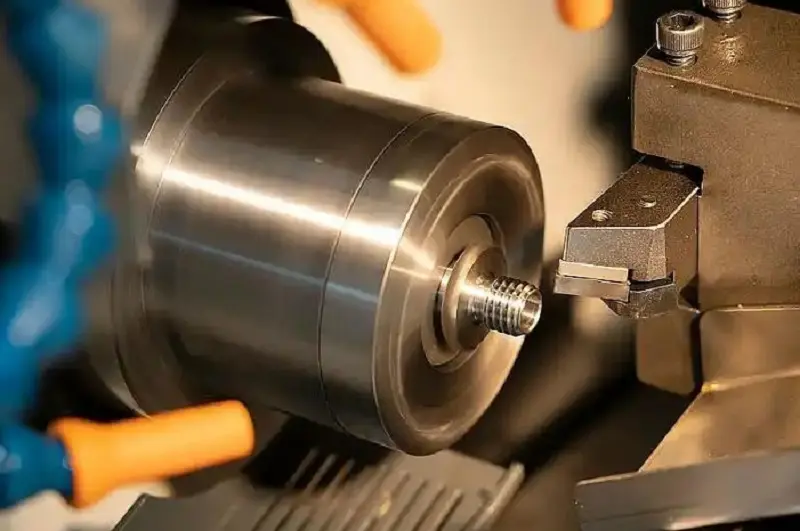
Precision CNC turning is typically used for machining rotary parts that can be securely clamped on a lathe. CNC lathes are characterized by high rigidity, precision manufacturing, and accurate tool setting. They allow for straightforward and precise manual or automatic tool compensation, enabling the machining of parts with stringent lathe accuracy requirements. Moreover, the tool movement in numerically controlled turning is achieved through high-precision interpolation and servo drive systems. When machining arcs or other curved surfaces, this method produces shapes that more closely conform to the geometric requirements of the design drawings compared to copy lathes.
Stainless steel, which contains 16%–18% chromium, is often referred to as acid-resistant or corrosion-resistant stainless steel. It offers good corrosion resistance in atmospheric or mildly corrosive environments and maintains high strength at elevated temperatures (>450°C). Known for its excellent corrosion resistance, formability, adaptability, and strong toughness across a wide temperature range, stainless steel is widely used in heavy industry, light industry, and everyday products.
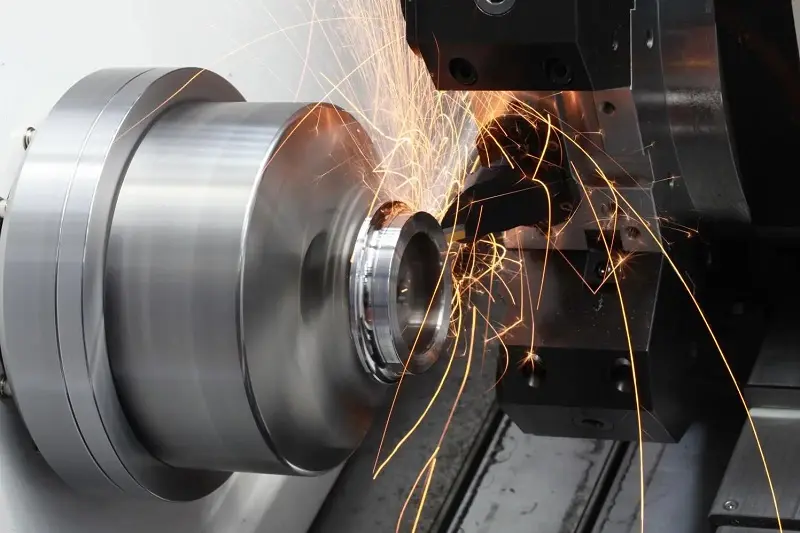
When CNC machining stainless steel parts, the goals are speed, accuracy, and precision. However, challenges are often encountered during the process. Below, we analyze the key difficulties that may arise in the CNC turning of stainless steel components.


-
1. High Thermal Strength and Toughness
The high thermal strength and toughness of stainless steel make it difficult to achieve high-speed cutting, which directly impacts CNC machining. This is a major challenge in the CNC cutting of stainless steel. While austenitic and martensitic stainless steels do not exhibit high hardness or tensile strength—comparable to that of No. 40 carbon steel—their elongation, reduction of area, and impact value are significantly higher. For example, the elongation of 1Cr18Ni9Ti is as high as 210% of that of No. 40 steel. This results in difficulties in chip breaking during high-speed CNC cutting, along with substantial energy consumption due to cutting deformation.2. Work Hardening and Adhesiveness
Stainless steel is prone to work hardening and chip adhesion, with poor thermal conductivity further complicating the cutting process. During high-speed CNC turning, stainless steel tends to undergo work hardening. The extrusion of the workpiece material by the tool tip causes deformation in the cutting zone, leading to intragranular slip, lattice distortion, and microstructural densification. This can increase the cutting hardness by 2–3 times, with the hardened layer sometimes reaching hundreds of micrometers in depth. Additionally, the strong adhesion and poor thermal conductivity of stainless steel chips contribute to built-up edge formation on the tool tip and cutting edge, exacerbating vibration during machining and accelerating tool wear.3. Thread Machining Issues
Common problems include poor surface roughness of threads and severe tool wear. During CNC threading of stainless steel, typical issues such as poor thread surface finish, fish-scale-like patterns, and tool biting often occur. These are primarily attributed to an excessively small relief angle on both sides of the threading tool, which increases friction with the thread surface and deteriorates machining quality. Moreover, tool wear cannot be overlooked, as it alters the rake and relief angles, leading to increased cutting force, vibration, and degradation of the machined surface.4. Tool and Machine Tool Factors
Insufficient rigidity and poor machine tool accuracy cause vibration, negatively affecting machining quality. The rigidity of the machine tool and tooling system is also critical. Problems such as insecure clamping of the threading tool, excessive tool overhang, inadequate rigidity of the tool holder, and poor machine tool accuracy can induce vibration, thereby compromising thread surface quality. Therefore, during operation, it is essential to ensure the stability of the machine tool, tool, and workpiece, and to carefully adjust the tool tip height to avoid tool biting. 
Although precision CNC machining of stainless steel offers an impressive balance of beneficial properties, it does come with certain challenges. Austenitic stainless steels are particularly prone to work hardening during machining, which can increase their hardness. If the machinist is unfamiliar with stainless steel processing, this can accelerate tool wear and negatively impact the quality of the finished product.
Furthermore, stainless steel generally has relatively low thermal conductivity, leading to heat buildup in the cutting zone. Without adequate cooling and proper cutting parameters, temperatures can rise high enough to cause sensitization of the stainless steel. Depending on the intended application of the stainless steel part, this may result in issues such as intergranular corrosion and stress corrosion cracking.
Despite these challenges, experienced machinists
can reliably produce high‑quality stainless steel CNC parts as long as suitable
tools and equipment are used, along with well‑optimized machining practices.